不容错过的朔州【当地】单/双法兰限位伸缩接头乙酸钠重信誉厂家视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:朔州【当地】单/双法兰限位伸缩接头乙酸钠重信誉厂家的图文介绍
诚信与敬业为立足 朔州醋酸钠、市场之根本,技术与质量为引导 朔州醋酸钠、市场之前提,服务与指导为巩固 朔州醋酸钠、市场之关键,乐水活性炭醋酸钠乙酸钠聚合氯化铝环保科技有限公司人以用户利益为己任,服务于社会。


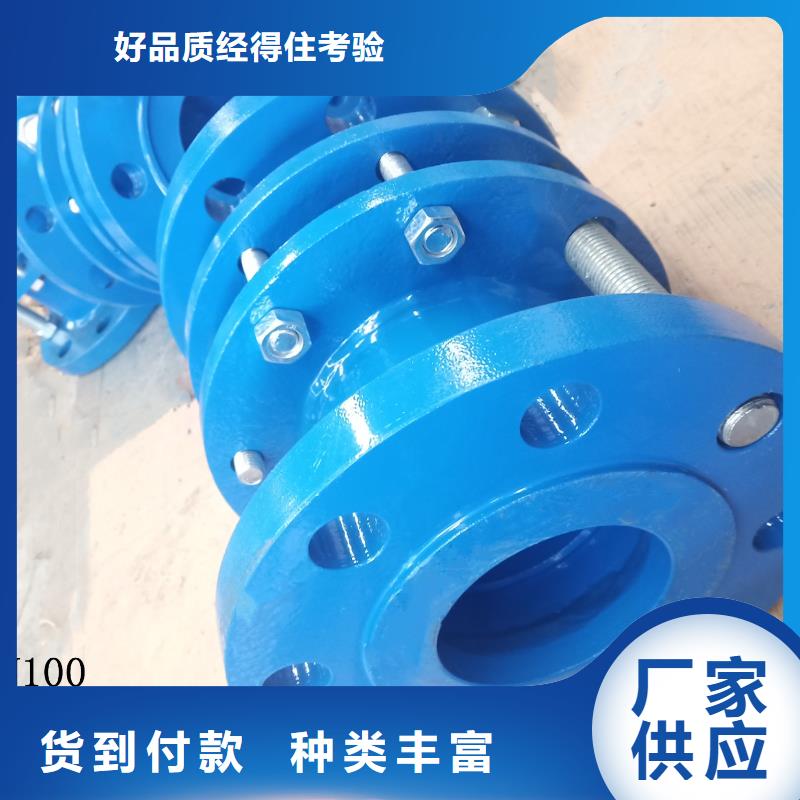
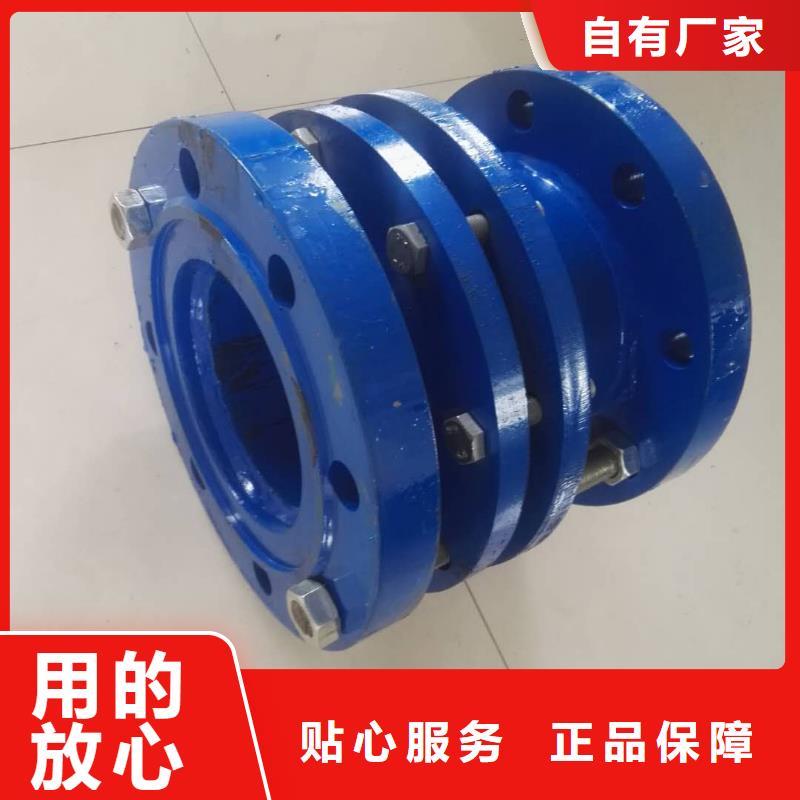
伸缩接头系列VSSJA-2(B2F)型双法兰限位伸缩接头VSSJA-2(B2F)双法兰限位伸缩接头是由本体、密封圈、压盖、伸缩短管等主要部件组成。在松套伸缩接头原有性能的基础上增设限位装置,在大伸缩量处用双螺... VSSJA-2(B2F)双法兰限位伸缩接头是由本体、密封圈、压盖、伸缩短管等主要部件组成。在松套伸缩接头原有性能的基础上增设限位装置,在大伸缩量处用双螺母锁定。VSSJA-2(B2F)双法兰限位伸缩接头适用于两边均与法兰连接,安装时调整产品两端连接长度,对角依次均匀拧紧压盖螺栓,再调整好限位螺母,这样就能让管道自由伸缩,锁定伸缩量,确保管道的运行,特别适用于有振动或有一定斜度及拐弯的管路中的连接。



乐水活性炭醋酸钠乙酸钠聚合氯化铝环保科技有限公司是一家集生产及销售于一体的现代化企业,公司现拥有大批人才。公司主营产品有: 朔州醋酸钠、等。
乐水活性炭醋酸钠乙酸钠聚合氯化铝环保科技有限公司本着“以人为本,诚心为业”的宗旨,始终坚持“诚信务实、以质取胜”的经营原则。决心广交朋友、虚心纳谏,不断完善自我,超越自我,以更优质的产品回报社会。
“完善的服务,卓越的品质”是我们永远追求的目标,为此我们将秉承长远服务于客户的精神,不断创新发展的方针,让商家信赖、让用户满意,这是我们永恒的信念。



VSSJA-2型双法兰限位伸缩接头 VSSJA-2型双法兰限位伸缩接头是由本体、密封圈、压盖、伸缩短管等主要部件组成。在松套伸缩接头原有性能的基础上增设限位装置,在较大伸缩量处用双螺母锁定。管道在允许的伸缩量中可以自由伸缩,一旦超过其较大伸缩量便起到限位,确保管道的正常运行,特别适用于有振动或有一定斜度及拐弯的管路中的连接。 VSSJA-2型双法兰限位伸缩接头的安装 VSSJA-2型双法兰限位伸缩接头适用于两边均与法兰连接,安装时调整产品两端与法兰的连接长度,对角依次均匀拧紧压盖螺栓,再调整好限位螺母,这样能让管道在伸缩量范围内可以自由伸缩,锁定伸缩量,确保管道的正常运行。适用于两边均与法兰连接的管道中,安装时调节产品两端与法兰的安装长度,对角集资均匀拧紧压盖螺栓,使其成为以整体,并有一定的位移量,方便安装维修时,根据现场尺寸进行调整。在工作时可以反轴向推力传递至整个管道。能降低被连接件的压力推力(盲板力)和补偿管路安装误差,双法兰传力接头不能吸收轴向位移。双法兰传力接主要用于泵、阀门等附件的松套连接。 VSSJA-2型双法兰限位伸缩接头的分类 有:BF(VSSJA-1)型单法兰限位伸缩接头,B2F(VSSJA-2)型VSSJA-2型双法兰限位伸缩接头,BY(SSJB-3)型压盖式限位伸缩接头,AY(SSJB)型压盖式伸缩接头,法兰式限位伸缩接头,法兰式松套伸缩接头。 VSSJA-2型双法兰限位伸缩接头的型号 B2F型VSSJA-2型双法兰限位伸缩接头采用GB/T12465-2002标准,双法兰传力接头以前的型号为VSSJAF。 传力接头执行标准 GB/T12465-2007,GB/T12465-2002,GB/T14414-1993


单法兰限位伸缩接头在安装使用前应该对其进行焊接预热,预热时我们应该怎么做,预热时需要注意什么呢? 当温度改变时管子能在接头当中自由的伸缩,本地基下沉,管子能偏斜,并确保密封无渗漏,因此起到自动补偿之目的。中泰法兰式管道伸缩器浅谈伸缩接头中的压盖式限位伸缩接头:伸缩接头的不同型号也不少,这次先来推荐伸缩接头中的压盖式限位伸缩接头:伸缩接头全是用来呵护管道的。在务必的压力边界内实行伸缩或移动,伸缩接头也有伸缩量的限制,假设达到的限制,伸缩接头自动执行限制,以确保管道使用中的运行安全。压盖式限位伸缩接头是在松套伸缩接头原有的安装上添加伸缩量,限位安置也有较大改善,免得自动限位时,变压大因此损坏自己及管道。单法兰限位伸缩接头在应用前要进行焊前的预热,这样可以大大提单法兰限位伸缩接头的性能安全,提高工作效率。那么在进行焊前预热的时候又该怎么进行呢?伸缩接头进行焊前预热的焊件,其层间温度应在规定的预热温度范围内。当焊件温度低于0摄氏度是,钢材的焊缝应在始焊处100mm范围内预热到15摄氏度以上。对有应力腐蚀的焊缝,应进行焊后热处理。非奥氏体异种钢焊接时,应按焊接性较差的一侧钢材选定焊前预热和焊后热处理温度,但焊后热处理温度不应超过另一侧钢材的临界点。调制钢焊缝的焊后热处理温度,应低于其回火温度。单法兰限位伸缩接头焊前预热及焊后热处理时,应测量重庆管路伸缩接头生产厂家和纪实其温度,测温点的部位和数量应适宜,测温仪表应经计量检定及格。对容易产生焊接延迟裂纹的钢材,焊后应立马执行焊后热解决,当不能马上实行焊后热治理时,应在焊后立即匀称加热至200-300摄氏温度。执行保温锾冷,其加热边界应与焊后热解决要求一模一样。






 扫一扫
扫一扫